

Using variable frequency drives (VFDs) or inverters to control the speed of large electric motors is not only a flexible, cost-effective means of improving process/system control. It can also significantly reduce energy costs, which can be 80% to 90% of the total cost of ownership. The inverter allows for variable speed operation of the motor, increases the control level and operating efficiency of the drive systems to meet the process control requirements, and reduces motor energy consumption - creating energy savings.
 Bearing with fluting damage
Bearing with fluting damage
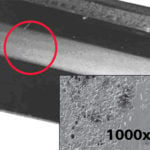 Bearing with frosting damage
Bearing with frosting damageVFD Drawbacks
But VFDs also have their drawbacks. The high-speed switching output of the inverter can produce a capacitive voltage on the shafts of these large AC motors. Since even relatively low voltage of 10 volts peak can discharge through the motor's bearings, it is essential to include a highly reliable shaft grounding system to avoid electrical arcing in the motor's bearings. In unprotected motors, this arcing causes electrical discharge machining (EDM) that blasts pits in bearing surfaces. This EDM process eventually leads to frosting and fluting (washboard-like ridges on the bearing race), and bearing failure.
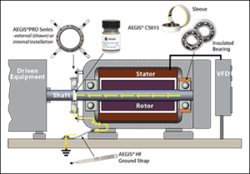 It is not enough to only ground the motor's shaft, because high frequency circulating currents could also cause electrical discharges in the motor's bearings. Therefore at a minimum one bearing must be insulated (usually on the non-drive end) in these large motors.
It is not enough to only ground the motor's shaft, because high frequency circulating currents could also cause electrical discharges in the motor's bearings. Therefore at a minimum one bearing must be insulated (usually on the non-drive end) in these large motors.
Bearing insulation or a ceramic coated or hybrid bearing will interrupt the circulating current path which would otherwise circulate through the motor's bearings. Insulation removes this source of bearing failure. But because the capacitively coupled voltage is still there on the motor's shaft, a shaft grounding ring is still needed, and should be installed on the opposite end (the drive end side).
High Cost of Bearing Failure
 Consider the many costs needed when deciding on bearing protection. Not only is the cost of a motor repair very high, but process downtime and interruptions can dramatically affect the bottom line and erode profits.
Consider the many costs needed when deciding on bearing protection. Not only is the cost of a motor repair very high, but process downtime and interruptions can dramatically affect the bottom line and erode profits.
While some large motors can be repaired on-site, many must be pulled out of service, loaded onto a truck (often requiring a crane), and transported to a specialist for repair. This process is time-consuming and very expensive, costing many thousands of dollars. And the larger the motor, the higher the cost of replacing damaged bearings.
But the cost of repairing motors often pales in comparison to the staggering costs of downtime and lost production! Larger motors are used typically in high volume processing applications. In these applications, the cost of every minute of lost production is considerable. Over the course of days of downtime, lost production can add up to staggering levels!
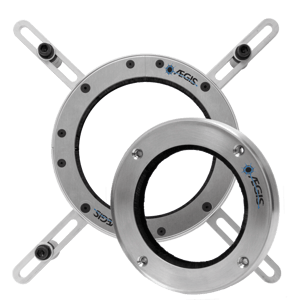 AEGIS PRO Series Shaft Grounding Rings for medium voltage and large low voltage motors
AEGIS PRO Series Shaft Grounding Rings for medium voltage and large low voltage motorsAEGIS® PRO Rings protect medium-voltage motors, generators, and turbines, as well as large-frame low voltage AC motors (500 HP or higher) and DC motors (300 HP or higher).
PRO Rings are available in solid- and split-ring versions for shaft diameters from 2.5 to 31.5-inches (50 to 800 mm). They have six rows of conductive microfibers that encircle the motor shaft entirely, providing millions of contact points that channel harmful shaft voltage away from bearings and safely to ground. A full description and features are in the AEGIS PRO Ring section of the product pages on our website.