

Part 2: Damage Mitigation Strategies
In our last post, we discussed the three types of destructive motor bearing current caused by VFDs: Shaft voltage discharge, high-frequency circulating current, and rotor ground current. This installment discusses a few common methods to minimize VFD-produced electrical bearing damage. As we will see, no one product does it all, but they can be combined to give full protection.
 What About Hybrid Bearings?
What About Hybrid Bearings?
Hybrid bearings, with ceramic rolling elements, are immune to electrical damage, and insulated bearings with a thin layer of alumina around one race (usually the outer race) are highly resistant. These bearings are electrically robust, but they are also expensive. Another drawback is that, while they block current flow through the motor bearings, they do not protect the bearings of the equipment the motor drives. So you would also need an insulated coupling to protect the equipment bearings. It only takes one insulated bearing to interrupt high-frequency circulating current, though, and this approach can be used in conjunction with other measures against shaft voltage discharge and rotor ground current.
The Best Shaft Grounding Device
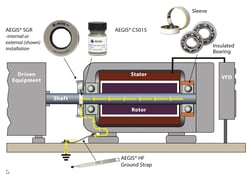
 A shaft grounding device provides a low-impedance path between the motor frame and shaft. This disarms shaft voltage discharge and rotor ground current: Rather than arcing through the bearings - a high impedance path - current will flow harmlessly through the grounding device instead. Not all shaft grounding devices are manufactured equally, so choose a long-lived, low/no-maintenance shaft grounding product like AEGIS® Shaft Grounding Rings. However, even the best shaft grounding cannot prevent damage from circulating current, and shaft grounding on a motor cannot protect the driven equipment's bearings from rotor ground current.
A shaft grounding device provides a low-impedance path between the motor frame and shaft. This disarms shaft voltage discharge and rotor ground current: Rather than arcing through the bearings - a high impedance path - current will flow harmlessly through the grounding device instead. Not all shaft grounding devices are manufactured equally, so choose a long-lived, low/no-maintenance shaft grounding product like AEGIS® Shaft Grounding Rings. However, even the best shaft grounding cannot prevent damage from circulating current, and shaft grounding on a motor cannot protect the driven equipment's bearings from rotor ground current.
Proper Installation is Critical
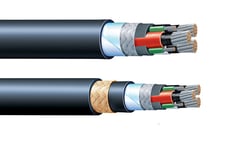
High-quality VFD cable, with foil or mesh shielding and symmetrical ground conductors, is the best protection against rotor ground current. Installed properly, it guarantees a low-impedance path back to the drive for stray current. But it is effective only when installed correctly, and does not protect against circulating current or shaft voltage. It can also be quite expensive, especially for long cable runs.
A less expensive, but effective, way to protect against rotor ground current is by bonding the motor frame to the driven equipment frame with special low-impedance grounding straps. With the motor and equipment frames bonded, any stray high-frequency current from the motor frame will move directly to the equipment frame (and then to the ground), rather than arcing through the motor and equipment bearings.
Another approach is filtering the VFD output to eliminate both common mode voltage and current. This is effective, but common mode voltage filters are prohibitively expensive. Most filters, in practice, only filter common mode current. Load reactors, dv/dt filters, and common mode chokes are examples. By reducing common mode current, these filters reduce high-frequency circulating and rotor ground currents. But since they barely affect the common mode voltage, they do not reduce shaft voltage buildup and discharge.
Electrical Bearing Protection Best Practices
 Electro Static Technology has been in the electrical bearing protection business for over 20 years. Our recommended best practices for bearing protection of motors controlled by VFDs are:
Electro Static Technology has been in the electrical bearing protection business for over 20 years. Our recommended best practices for bearing protection of motors controlled by VFDs are:
- For all motors, use one AEGIS Shaft Grounding Ring (usually at the drive end), to protect against shaft voltage discharge
- For motors over 100 HP (75 kW), insulate the bearing opposite the AEGIS ring (usually the nondrive end), to protect against high-frequency circulating current
- For all motors with uncertain grounding, bond the motor frame to the equipment frame with a high frequency grounding strap, to protect against rotor ground current
These are our recommendations; there are other effective combinations out there. For instance, motors with top-grade cabling would only need an AEGIS ring and one insulated bearing. And you might be able to get full protection from an AEGIS ring and inductive absorbers (common mode chokes). We have not tested all possible combinations; we recommend our best practices because we have tested them and found that they work.
And we are so confident that they work that we offer a 2-year extended warranty on our AEGIS rings. No other form of shaft grounding offers a warranty like this.

To learn more about electrical bearing damage, and best practices to prevent it, sign up for an AEGIS training. We offer monthly live training webinars, and we can also visit your facility to review your exact application.
