

In any facility, when electric motors fail, the costs can be very high. In any maintenance department, cost avoidance is key to running an efficient and smooth operation. Minimizing disruptions by selecting the right electric motors and accessories is one way to avoid some of these these expensive downtime costs. For example, when an electric motor is controlled by a variable frequency drive (VFD), voltages can be capacitively induced onto the motor's shaft. This results in pitted and fluted bearings and burnt lubrication. This destructive process results in up to a 90% decreased service life of the electric motor.
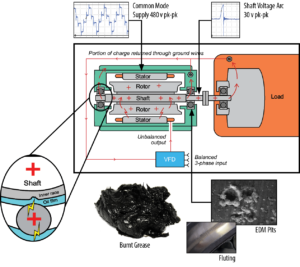 Shaft Voltage Discharge Cycle
Shaft Voltage Discharge CycleA motor that should last 60,000 hours may only last for 6000 unless a motor with a shaft grounding ring is used, with the ring either factory-installed or retrofitted in the field. Most electric motor manufacturers have full product lines of motors with AEGIS® shaft grounding rings factory installed including ABB, WEG, TECO, Marathon Electric, and LEESON. Most will also install them as retrofits.
Whenever a motor is sent to a repair shop, an AEGIS ring may be easily installed during the repair. Alternately, field install kits allow maintenance departments to install AEGIS rings on their own motors.
The key is to ensure that any motor operated by a VFD has bearing protection, whether it's built-in or added aftermarket, by specifying it ahead of time. What many facility managers and chief engineers do is to add this requirement to their purchasing specification. By doing this the purchasing department will look for the AEGIS shaft grounding ring brand when they make their purchasing decisions.
Here are 15 costs that can be avoided when motors with AEGIS shaft grounding rings are specified:
- Hourly rate of the people who must decouple the motor and remove it from the system. This cost can be quite high especially if the motor requires special lifting or rigging equipment and is in a difficult place to reach. Hundreds of dollars in labor alone can be avoided.
- Any special rigging equipment to lift/transport the motor. This equipment must either be purchased or rented. Even a relatively small 10 HP motor weighs over 250 lbs requiring special rigging equipment. As the motor gets heavier and larger the equipment also gets much more costly.
- Management time costs money in more than one way. First, it takes the manager away from other important activities, and second, they must spend time on the problem. The hourly rate of management spending time on the problem can be avoided.
- Customer service of the facility must take time to notify customers of interruptions in operation. In class, A offices, hospitals, labs, universities, and production facilities, taking time to notify and assist internal and external customers is costly.
- The hourly rate of any administrative time needed to find a replacement motor to purchase. Making calls, finding the correct motor, scheduling the receivable, and more, all take time, which must be paid.
- Spare motors are sometimes kept on-site or off-site. Inventory costs are expensive and add to the facility's budget.
- Transit costs for the replacement motor when ordered or repaired. Transportation is not free and the bigger the motor, the higher the cost. Expediting when needed adds to the job.
- Receiving costs when motor arrives and is stored. It takes both people's time and inventory space to receive and store the replacement motor and any equipment needed to replace it.
- Administrative time to inventory and update records. New serial numbers must be tracked, paperwork filled out, and systems updated.
- Hourly cost of people re-installing the motor. As with removal many hours are consumed in re-installing the motor. Costs increase as the size and difficulty increases.
- Any lifting or rigging equipment needed to transport/replace the motor. Just like before this equipment must be rented or owned.
- Alignment and testing of new motor. Some systems are simpler than others, but whether the motor is coupled or drive belts are used, laser alignment, vibration testing, and so on add significant cost to the motor installation.
- Disposal cost of the old motor: It must be stored and disposed of, and even if there is a residual scrap value, that seldom covers the cost.
- PRODUCTION DOWNTIME! Here is a highly variable cost. In a production line the hourly downtime cost can be tens of thousands of dollars. Some processes can run into the millions. If space cannot be used, or hospital beds are left unoccupied, or lab experiments interrupted... You get the idea.
- The actual cost of the replacement motor. Here again, the bigger the motor, the higher the cost!